
AYAX RANGEL | Spring 2020
Reprinted with permission from Simple Solutions That Work!
Download PDF: English
- Understanding Phenolic Urethane Cold Box Systems
- Benefits of PUCB
- Latest developments minimizing the EH&S impact
If you have dealt with core / mold making in the metal casting process, then most likely at some point you have dealt with the Phenolic Urethane Cold Box process (PUCB). PUCB is the most popular binder system for coremaking and the most widely organic chemical process in North America. The main key drivers that have propelled the PUCB is its versatility, productivity, and cost of use. Industries such as the automotive, mining, and agricultural depend on PUCB for their core making process.
PUCB SYSTEMS OVERVIEW
PUCB systems are mainly classified on the solvent package contain the Part 1 and Part 2. The most common systems are:
- Hydrocarbon or aromatic solvent systems
These are the most common systems in the market. They have been in use for more than 50 years. They tend to be lower cost and highly flexible to many cold box materials and methods. - Biodiesel or aliphatic systems
These are highly regarded for their high performance and lower emissions; VOC (Volatile Organic Content) and HAP (Hazardous Air Pollutant) at core making. The main solvent packaged is plant based (biodiesel). This type of system tends to deliver fast cycle times as well as high mechanical strengths and good bench life for the sandbinder mix. They have been in use for the last 20 years. - Silicate Cold Box systems
These are PUCB systems furnished with inorganic solvents. This PUCB system is excellent in many respects, offering many environmental and performance advantages. This type of systems deliver the lowest odor and smoke during the core making and casting process and the total VOC profile (*OCMA and PCS). In North America, these systems could be considered as the ideal bridge between PUCB binders and inorganic high productivity binder systems (IOB).
*OCMA (Ohio Cast Metals Association) VOC test
*PCS (Pouring, Cooling, & Shake-out)
GENERAL STEREOTYPES OF PUCB SYSTEMS
Aside from its wide use and aforementioned differences, in some sectors of the industry there is still the tendency to generalize the virtues and drawbacks of the PUCB systems as if all PUCB systems display the same characteristics and shortcomings. Some of the main attributes tagged to the majority of the PUCB binder systems can be enunciated as follows:
- Faster cycle times
- Can be used for ferrous as well as non-ferrous metal casting applications
- Can be used with many different sand types and additives
- Can produce highly complex and intricate cores
- High mechanical strengths relative to binder levels used
- Effective thermal characteristics resulting in suitable dimensional accuracy in castings
On the other hand, we can mention some of the most common drawbacks typically associated with PUCB binder systems:
- They tend to be on the high-end as far as emissions are concerned: VOC's and HAPs
- High smoke and odor profile
- Can develop higher level of condensables that can negatively affect duct work performance
- Performance of the binder system is greatly altered when changes in the sand and conditions change
- Tensile strength, usable life of the mix (bench life), core resistance to high humidity conditions are KPIs (Key Performance Indicators) that can fluctuate if some of the key variables change.
- Sand pH and ADV (Acid Demand Value)
- High ambient humidity and temperatures
- High-Low sand temperatures
- Tensile strength, usable life of the mix (bench life), core resistance to high humidity conditions are KPIs (Key Performance Indicators) that can fluctuate if some of the key variables change.
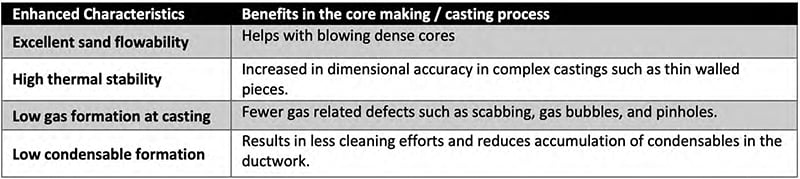
Table 1 – Main performance enhancements in silicate cold box systems
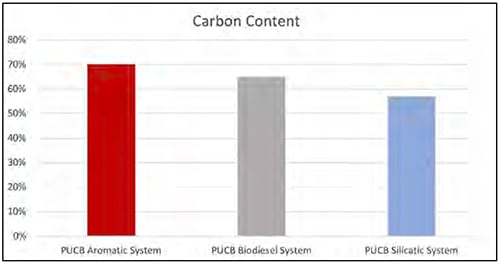
Graph 1 – Carbon content reduction in PUCB technology
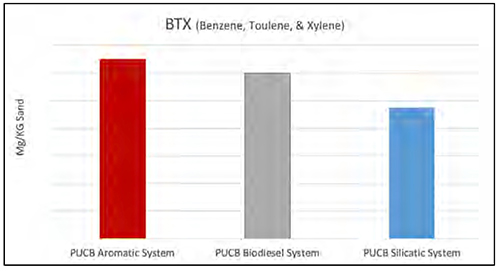
Graph 2 – BTX emissions in comparison
These are not the PUCB systems your parents used to use
In the last 5-7 years there has been a great effort in minimizing the drawbacks of the PUCB while at the same time augmenting the distinctive traits for the binder systems. All these advances in the PUCB technology have been driven by minimizing the EH&S impact of the resins inside & out of the facility as well as improving some of the limitations previously observed. The following are some examples of resins that have cast doubt on typical stereotypes of cold box resins.
Environmental Concerns
All the chemical binder systems based on organic materials (carbon based) will generate some level of emissions. Some sectors in the industry have started to look at the use of IOB’s. The environmental advantages of IOB’s systems are unquestionable as they address many of the HAPs and VOCs concerns currently faced by the industry. In spite of their unique environmental advantage, the industry has slowly adopted them for several reasons. These reasons include but are not limited to capital investment, limitations on its use; right now they are only available for light alloys such as aluminum applications.
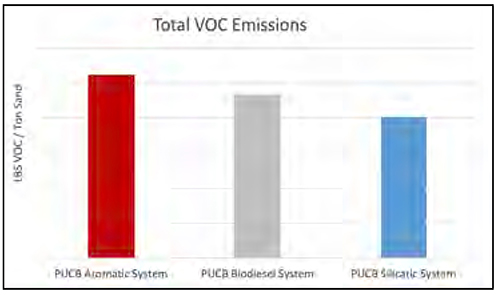
Graph 3 – Example of total VOC emissions in comparison (OCMA & PCS) *systems tested at 1.3% total binder level and 55/45 Pt1to Pt2 ratio
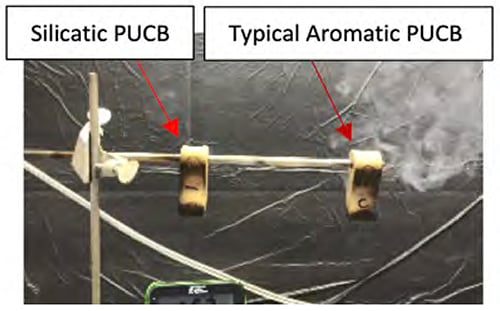
Fig. 1- Smoke comparison between Aromatic and Silicatic PUCB systems
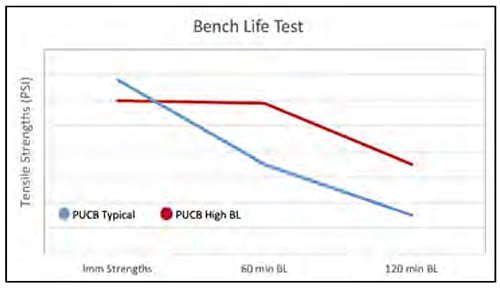
Graph 4 – Bench life properties comparison at 42C0 sand temperature (108F0) & 60% Relative Humidity. Binder level 1.5% at 55/45 Pt1 to Pt2 ratio
It is clear that while IOB’s systems may be a feasible alternative in the long term, presently, there are several practical commercially existing solutions that the industry could adopt depending on the specific need or challenge. To begin with, the majority of the PUCB systems out there have reduced the emissions profile by several chemical enhancements such as lower phenol and formaldehyde contents. In addition, depending on the chemical makeup of the resin’s components as well as the solvents being used, there are some important benefits that can assist in mitigating the environmental footprint in the metal casting process.
There are PUCB systems that adopted the use of naphthalene depleted solvents that help to reduce BTX (benzene, toluene, and xylene) HAPs. The introduction of renewable products such as biodiesel solvents have also helped to reduce the VOC and HAP profile of the binder system.
One of the most innovative solutions is the use of silicatic solvents in the PUCB system. Silicatic solvents are inorganic solvents that show several environmental advantages and are the perfect bridge between PUCB and inorganic systems (IOB). These type of PUCB systems display the lowest smoke and odor profile at the pouring, cooling, and shake out areas in a foundry, they also exhibit one of the lowest VOC profiles when total VOC’s are taken into consideration from core making to pouring, cooling, and shakeout (PCS). Relevant experience gathered in the use of this type of cold box systems have shown low condensates profile.
Bench Life
This is one of the most important performance attributes the industry considers when selecting a PUCB system. As foundries and TIER suppliers deal with more challenging operational conditions such an extreme heat & humidity, as well as different sources of aggregates for their operations, the capacity of the sand-resin mix to withstand such conditions and produce quality cores, hours after the sand and chemicals are mixed, is paramount for a sustainable core making process. Some of the newer PUCB developments exhibit an extraordinary capacity to maintain a workable bench life under harsh conditions, hence reducing downtime at core making due to aged mixes.
Dimensional Tolerances
The vast majority of PUCB systems available exhibit a good amount of dimensional tolerances. Yet, as the castings produced become lighter and more complex, the binder system must conform to increasingly higher tolerances. Newer PUCB systems are engineered to assist in minimizing shrinkage defects in light alloys associated with PUCB systems.
Productivity
This is the main driver of why PUCB became the supreme binder system for high production cores/castings. Often times the gains in curing speed are hampered by lack of wipe-off, release, or similar properties. In recent years innovative PUCB systems have demonstrated significant advances in these characteristics that virtually have reduced the downtime related to wipeoff and/or release to a minimum.
SUMMARY
PUCB technology has been pushed to the limits to what before was considered not feasible. New advancements in the binder systems had allowed foundries to manufacture cores & molds with methods and materials that just a few years ago would have been considered unsustainable. The PUCB technology has improved its environmental footprint in recent years. Even though the technology is mature, our chemists continue to tweak it in order to reduce the emissions, odor, and smoke.
The above examples are only illustrations of the newer technologies available in the North America market. There are other systems designed to address other critical aspects of the PUCB. It is important to consult with your binder supplier for additional information.