
STANLEY FOREHAND | Fall 2020
Reprinted with permission from Simple Solutions That Work!
Download PDF: Spanish
- Las Pinturas Refractarias son uno de los productos utilizados para producir piezas fundidas de calidad
- Procesos controlados permiten comprender mejor qué es lo que está sucediendo en las fundiciones.
- Aprenda las 5 claves para reducir los defectos en las piezas usando pinturas refractarias
En una industria que existe desde hace varios siglos de riqueza de conocimientos y experiencia, aun hoy nos encontramos analizando un defecto en una pieza fundida y nos preguntamos: "¿qué cambió?" Esto es así porque sabemos que nuestra industria es dependiente de sus procesos y que tenerlos bajo control es la clave del éxito. El recubrimiento de pintura refractaria es uno de los productos que utilizamos para producir piezas de calidad. Aunque la cantidad usada es pequeña en comparación, estos productos se aplican en la interfaz molde/metal, la cual es crítica cuando se habla de defectos. Desprendimientos, inclusiones, costras, expansión, gas, penetración del metal, llenados incompletos y defectos superficiales, todos pueden verse afectados por las prácticas en aplicación e revestimientos refractarios. Por lo tanto, ¿cómo controlamos este aspecto de las operaciones de nuestra fundición?
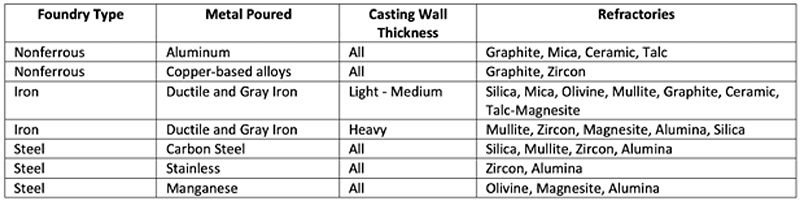
Refractarios Típicos Utilizados
5 CLAVES EN PINTURAS REFRACTARIAS PARA REDUCIR DEFECTOS EN PIEZAS FUNDIDAS
- Elección de la pintura refractaria
- Preparación de la pintura
- Control de calidad
- Técnicas de Aplicación adecuadas
- Secado apropiado de la Pintura Depositada
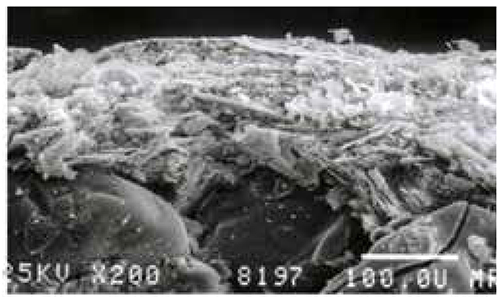
Vista Microscópica de Pintura Refractaria Aplicada
CLAVE N°1 :ELECCIÓN DE LA PINTURA
Seleccionar la mezcla refractaria correcta para su aplicación. La pintura refractaria es un material protector, aplicado a la superficie de un corazón o molde, para reforzar el acabado superficial de la pieza y reducir los defectos que aparecen en la interfaz arena-metal. Lo logran rellenando vacíos, aumentando el poder refractario del molde o corazón, mejorando la piel de la arena y controlando lo que sucede en el molde. El componente refractario es el caballito de batalla de la pintura. Los proveedores utilizan un amplio rango de refractarios y pueden hacer un revestimiento a medida de las necesidades de su fundición. Una conversación fluida con su proveedor es clave para obtener la pintura correcta para el trabajo.
CLAVE N°2: PREPARACIÓN DE LA PINTURA
Debemos comprender una verdad fundamental que es que una pintura es solamente tan buena como la superficie del corazón o molde sobre la que está aplicada. El objetivo es siempre aplicar sobre el molde o corazón una pintura preparada apropiadamente. Estas pinturas tienen múltiples componentes y son suspensiones, no soluciones. Típicamente se las despacha como barros espesos para evitar la sedimentación y embarcar un gran componente portante. Estos factores hacen que sea crucial para el proceso mezclarlos hasta su homogeneización. Los proveedores tienen fórmulas paso a paso para hacerlos, pero la fundición debe hacer su parte para asegurarse una buena mezcla para utilizar un producto homogéneo en producción.
- Utilice una mezcladora del tamaño correcto para tener un buen mezclado sin cizalla.
- Asegúrese un buen movimiento sin áreas estancas evitando también atrapar aire o vórtice.
- Elija la cuchilla correcta y la rotación adecuada para mover la pintura a lo largo de todo el tanque.
- El diseño del tanque de pintura también es crÃtico. Construidos en acero inoxidable, redondos o con esquinas redondeadas, deflectores, relación tanque a diámetro de cuchilla 2:1 a 3:1 y la separación y ubicación de la mezcladora también son clave.
- Documente le proceso de preparación de la pintura.
Cualquiera sea el tipo de mezcladora y tanque que su fundición haya decidido utilizar, asegúrese de que la pintura esté bien mezclada antes de ponerla en servicio y de que se siga con un buen mezclado mientras se la utiliza. Esta es una gran fuente de variación en los recubrimientos en las fundiciones actuales.

Figura 1: Baume

Figura 2: Flow Cup

Figura 3: viscosidad Brookfield

Figura 4: Densidad (peso por galón)
Figura 5: % Sólidos

Figura 6: Espesor película
CLAVE N°3: CONTROL DE CALIDAD
Una vez que se mezcló la pintura y se la diluyó de acuerdo con los parámetros de operación, debe controlársela. Hay varios métodos de ensayo disponibles para la fundición y se desarrollan nuevas técnicas cada día. Estamos presenciando más automatización y ensayo en tiempo real que eliminan algo de la variación dependiente del operador, pero los ensayos fundamentales son los mismos. Debería incorporar al menos 3 de los siguientes métodos dentro de su plan de control. Las fundiciones son multivariable de modo que nuestros métodos de ensayo deben ser multivariable si queremos lograr una fotografía verdadera de lo que está cambiando. Verificar propiedades múltiples de la pintura es clave.
- Baume
- ViscosÃmetro de copa
- Viscosidad Brookfield
- Densidad (peso por galón)
- % Sólidos
- Galga de espesor de pelÃcula seca o húmeda
CLAVE N°4 : ADECUADA TÉCNICA DE APLICACIÓN
Recuerde que el objetivo es poner la cantidad correcta de pintura preparada correctamente en el corazón o molde cada vez que se aplica. Ya sea que sumerja, rocíe, pase con pincel o pinte por aspersión, es importante minimizar las variaciones en la técnica. Concéntrese en varios parámetros críticos para cada método. Todos los parámetros de proceso siguientes pueden impactar en el depósito de la pintura, su penetración y la barrera protectora resultante que se establece en la interfaz molde/metal.
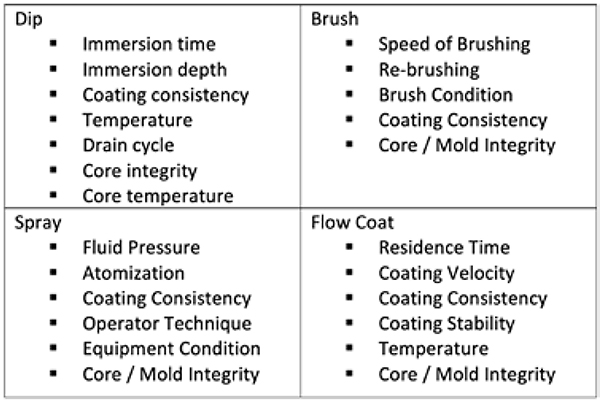
Parámetros de Proceso Clave en la Aplicación
Al sumergir corazones, es importante mantener constante el ciclo de escurrido. Muchas fundiciones incorporaron inmersión robotizada al proceso donde la mezcla lo permita. Donde no es posible utilizar robots, la capacitación del operador es crítica. Eliminar la caída de gotas, los escurrimientos, salpicaduras y los depósitos de pintura demasiado pesados, va a reducir los defectos en las piezas fundidas asociados a ellos. Es esencial hacer ensayo Baume, de viscosidad y controlar el mezclado. Deben tomarse medidas preventivas para minimizar la contaminación de arena en los tanques de inmersión, esta contaminación resultará en defectos por inclusiones de arena y superficies rugosas en las piezas.
El proceso de rociado o spray presenta diversos desafíos. Un equipamiento de rociado adecuadamente configurado ayudará a controlar lo que se ha depositado en la superficie del corazón o molde. La mayoría de los operadores ajustarán el equipamiento según su tacto, pero el depósito debe ser consistente. Sobre rociado de la pintura, una presión muy baja de la bomba, diferencia en la distancia de aplicación, todos estos aspectos pueden tener un efecto adverso en la performance. En esta aplicación usted se apoya en la presión de la pistola, su distancia y la consistencia de la propia pintura (Baume) para aplicar la pintura de manera que forme la barrera deseada. Estandarizar estos factores es crucial para obtener piezas fundidas consistentes.
Dos de los inconvenientes principales asociados con la aplicación con pincel son el espesor inconsistente y las marcas del pincel. Inconsistencias en el espesor de la película de pintura puede resultar en potenciales penetración de metal, erosión y defectos de gas. Las marcas del pincel pueden dar por resultado un pobre acabado superficial de la pieza. Utilizar un cepillo o hisopo de buena calidad con una pintura de viscosidad adecuada resolverá estos inconvenientes. También evite re pincelar un área luego de que la capa inicial haya sido aplicada pero no completamente seca.
El método de aplicación final es por aspersión. Igual que en las aplicaciones previas es importante una aplicación consistente y controlar cómo fluye hacia la superficie del corazón o molde. Es importante crear un flujo uniforme desde el aplicador. Aplicar de a arriba hacia abajo y moverlo con una velocidad tal que logre un depósito de pintura consistente en una pasada. Si tiene que volver a pasar sobre áreas omitidas el revestimiento no será consistente. Esto puede causar inconvenientes múltiples en la interfaz molde/metal: penetración, terminación superficial, inconvenientes en la colocación de corazones, intercambio de calor y otros. La contaminación por arena en las bateas también puede resultar en defectos del tipo inclusión.
Muchas variables pueden afectar la aplicación. Independientemente del tipo de aplicación, la mejor práctica es documentar el proceso standard de la aplicación de la pintura. Un proceso estandarizado le asegurará una performance consistente de su pintado.
CLAVE N°5: SECADO ADECUADO DE LA PINTURA DEPOSITADA
Todas las pinturas tienen un componente portador que se diseña para llevar al componente refractario a la superficie y entre los granos de arena. Una vez que esto se logra, el agua o componente portante debe quitarse del proceso mediante algún método de secado. Hay componentes igualmente importantes en este proceso como: tiempo, temperatura y movimiento de aire. Las temperaturas del horno de secado deben controlarse junto con el flujo de aire de estos. Debe permanecer en el horno el tiempo adecuado para eliminar toda el agua. El tiempo de apagado es importante al utilizar pinturas al alcohol. Un apagado demasiado temprano puede resultar en ampollas o un pobre acabado superficial. Una exposición demasiado prolongada puede resultar en que quede alcohol residual más profundo. No debemos asumir que secado es secado y que no importa cómo se logra.
RESUMEN
Las pinturas refractarias son uno de los productos que utilizamos para producir piezas fundidas de calidad. Lo logramos colocando la cantidad adecuada de pintura preparada apropiadamente cada vez sobre el molde o corazón. Seguir estas 5 claves nos ayudará a cumplir esa tarea.
- Elección de la pintura refractaria
- Preparación de la pintura
- Control de calidad
- Técnicas de Aplicación adecuadas
- Secado apropiado de la Pintura Depositada
Los procesos mejor controlados nos llevan a comprender mejor lo que cambia en nuestra fundición. Asociarse a un proveedor de revestimientos de calidad y mantener una comunicación fluida será también beneficioso.
Esto nos permite trabajar juntos para encarar los inconvenientes con criterio sólido, datos y métodos probados para corregir los defectos en las piezas fundidas cuando surjan ¡y van a aparecer! Controle su proceso, no deje que el proceso lo controle a usted.