
BRODIE BIERSNER | Fall 2019
Reprinted with permission from Simple Solutions That Work!
Download PDF: English
- The amount of resin and resin types can change in the amount of energy required to raise the temperature of the sand mold and solidification rate of the alloy.
- A reduction in shrink related defects was immediately found.
As casting geometries become thinner in design and more complex, the influences from resin selection will place a more crucial role in providing a solid casting. An aluminum foundry was experiencing issues with a dendritic type shrinkage defect that was related to a recent change in a resin package, resulting in higher scrap rates from the shrink defect.
The only variable that changed and created the dendritic type shrink defect in this case was the resin. HA-International designed an experiment to determine how PUCB resin percentages, and solvent packages used in urethane cold boxes affected the influence of shrink on this particular aluminum A316 casting during solidification.
Evaluation occurred on a newly developmental phenolic urethane cold box and a modified version of this new system, utilizing the latest solvent packages found in HAI's SigmaCure series of phenolic urethane cold box (PUCB). The experimental setup of the study included computer aided modeling, analytical testing, and actual casting tests to generate cooling curves. These results, in conjunction with the temperature dependent properties were used to create simulation model datasets for the cold box sand mix in order to simulate the actual sand mold physical properties and understand how it was creating the shrinkage defects. Between 1,500-2,000 design iterations were conducted in modeling software to obtain a dataset that matched the results from actual lab casting results. The specific heat capacity and density results required for the simulation datasets were measured directly using instrumentation on test molds.
INFLUENCE OF RESIN PERCENTAGE
The first round of testing studied the influence of reducing the resin percentage. Previous research has documented that polymers have approximately 2 times higher heat capacity values than ceramics and metals. For the first experiment using the original PUCB package, a reduction of total resin percentage from 1.00% to 0.75% was studied. This reduction resulted in a measurable difference on heat from the liquid metal leaving and entering into the sand mold. More heat will transfer from the liquid metal and dissipate at a faster rate into the mold with the higher resin percentage, Figure 1. Reducing the resin percentage resulted in increasing the heat flow peak from 3.3 w/g to 3.6 w/g. Increasing the amount of energy required to increase the temperature of the sand mold. Figure 2 and Figure 3 display the temperature curves collected from the molding media. Thermocouples were placed in the molding media to understand effect and implement the results into modeling software. These curves were created by placing a thermocouple 1/8" away from the mold/ metal interface and 1/4" from the mold metal interface in the molding media. The reduction in resin percentage of 25% revealed that less heat is absorbed into the sand mold. The results point out that the metal would remain in the fluid state longer.
INFLUENCE OF RESIN SELECTIONE
The second round of testing considered modifying one part of the resin package. An experimental part 2 was developed to understand how a change in the chemistry of the resin system would affect heat transfer into the mold. Changing only the part 2 did show an influence on how quickly the heat dissipated from the liquid metal into the molding media. Using a modified part two, the heat flow increased from 3.3 w/g to 4.0 w/g, Figure 4. The mold media temperature curves also showed a change. The influence was not detected readily at the 1/8" location, Figure 5. However, as this heat energy is transferred deeper into the mold, Figure 6, the temperature of the sand mold is higher with the unmodified (original) part 2 into the mold. The modified part 2 preserved more heat in the metal, allowing increased solidification time.
CONFIRMATION OF RESULTS
Throughout the testing process, pouring temperatures were collected along with cooling curves of the A316 alloy by placing a thermocouple directly into midpoint of the casting. The start of solidification and end of solidification were calculated from the cooling curves. The results of the calculations can be found in Table 1. When reducing the resin from 1.00% to 0.75% using the original PUCB resin package, solidification time was extended by 5.3%. In the experiments using the modified part 2, solidification time was extended by 0.76%.
IMPLEMENTING RESULTS INTO PRODUCTION
The results from the experiment in the lab confirmed the amount of resin and resin types can change in the amount of energy required to raise the temperature of the sand mold and solidification rate of the alloy.
The results from the experiment were implemented into solidification software and a custom data set for the newly developed sand mix was created for the customer. With this new dataset the actual part was simulated and the results from simulation showed that a more sound casting could be found by moving away from the original formulation of 1.00% resin for this particular casting application.
The research and simulation results were presented to the customer on how the resin package could influence and reduce the creation of shrink for this particular part. The data and simulation results justified that a change in the resin was required. A production trial was carried out with the PUCB resin based on the research conclusions. A reduction in shrink related defects was immediately found when making an adjustment to the resin. This modification reduced the shrink related defects below the original resin system scrap levels. The change was permanently implemented after the trial.
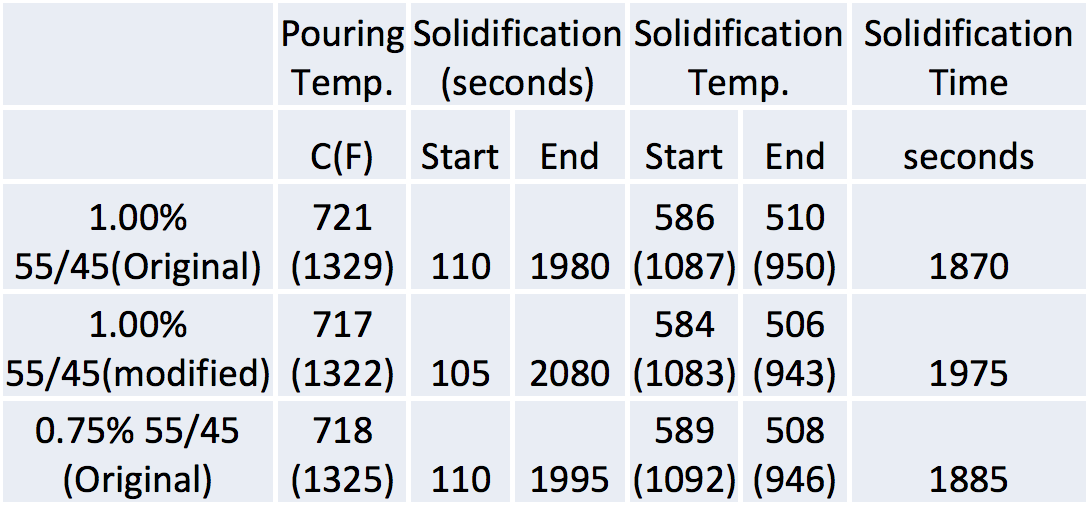
Table 1: Solidification results of lab testing done comparing the original cold box resin package to the modified package.
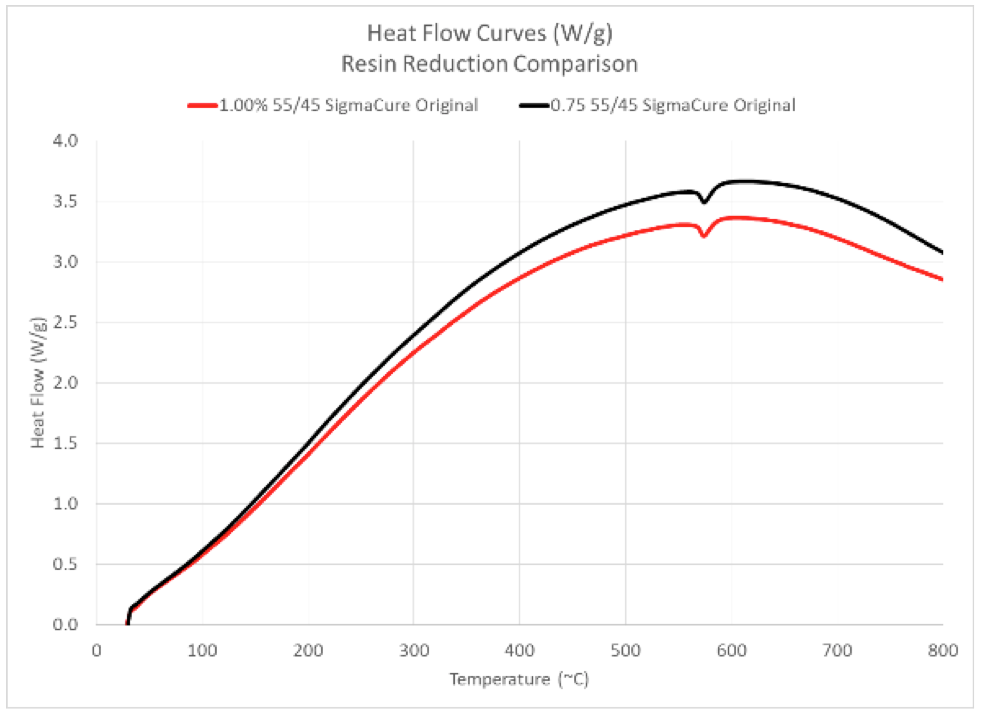
Figure 1: Results of DSC testing to determine heat flow using only the original resin package and modifying resin percentage only.
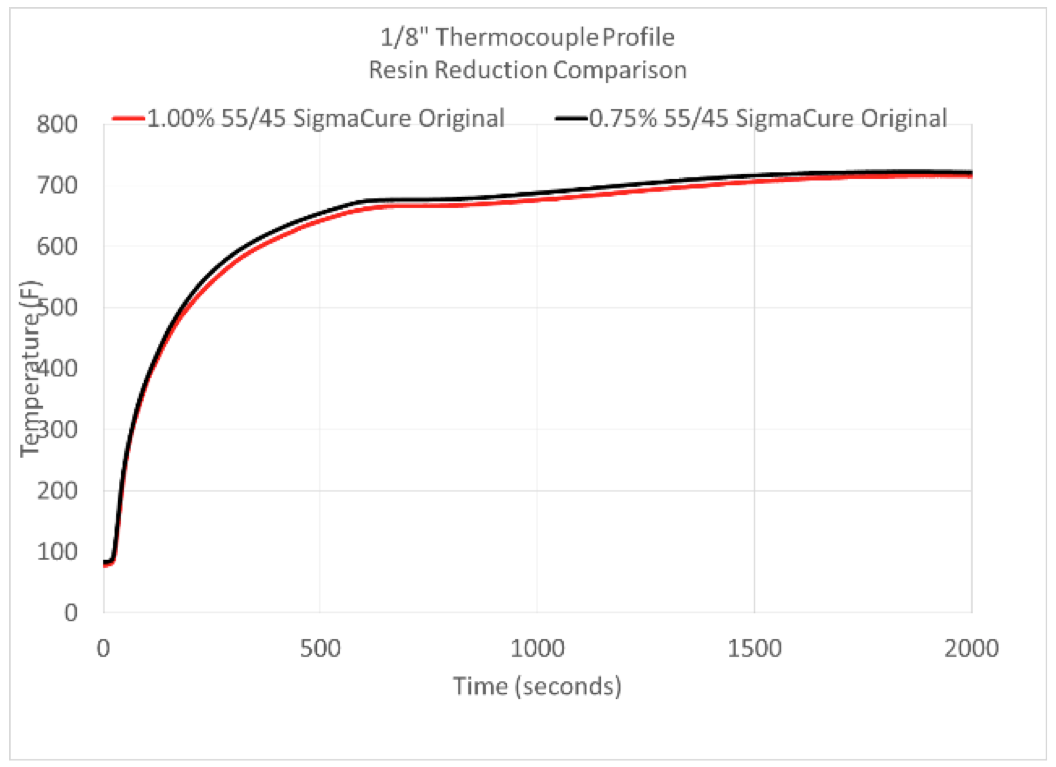
Figure 2: Temperature curve of molding media comparing the effect of resin reduction using the original formula. The thermocouple was placed 1/8†away from the mold/metal interface.
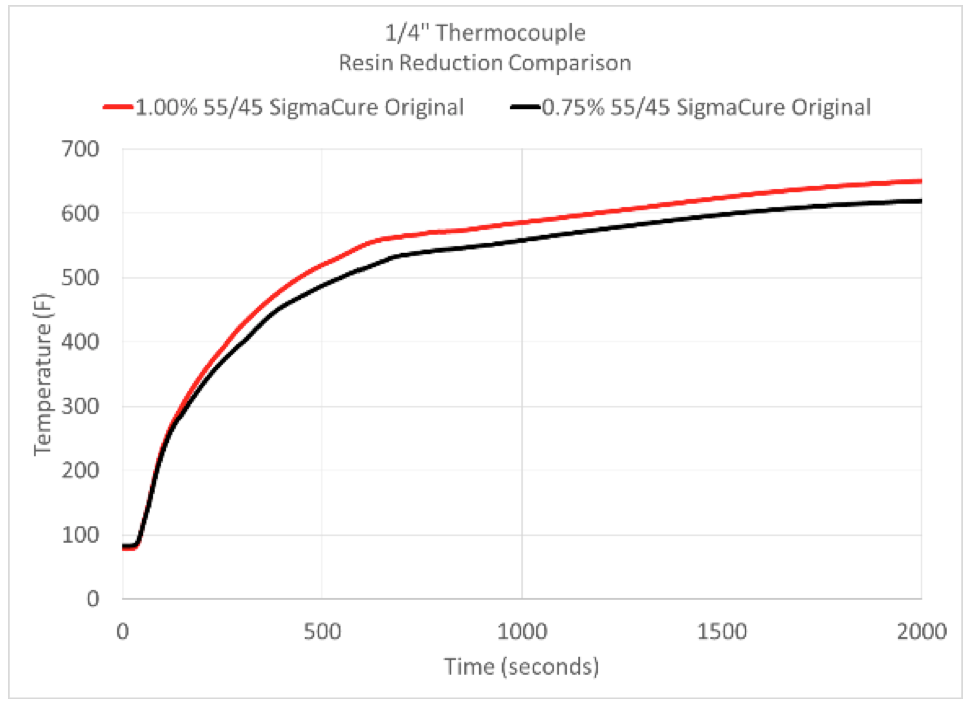
Figure 3: Temperature curve of molding media comparing the original package with a thermocouple placed 1/4†away from the mold/metal interface.
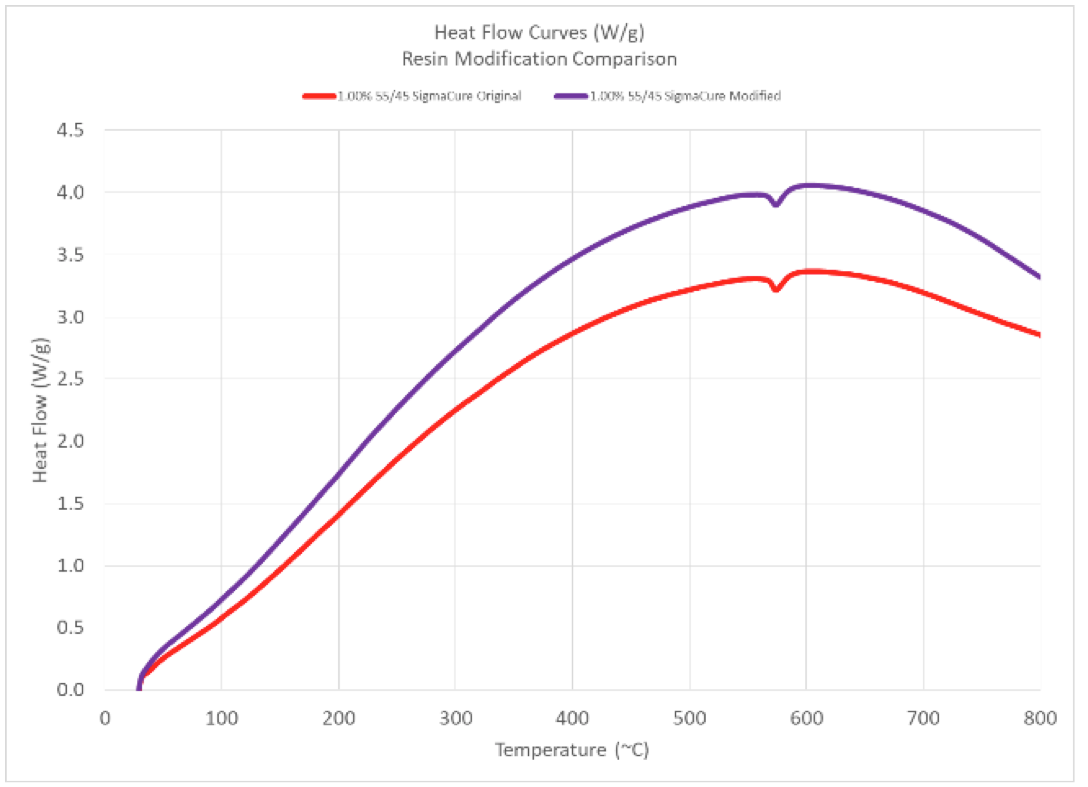
Figure 4: Results of DSC testing to determine heat flow comparing original package to the modified version.
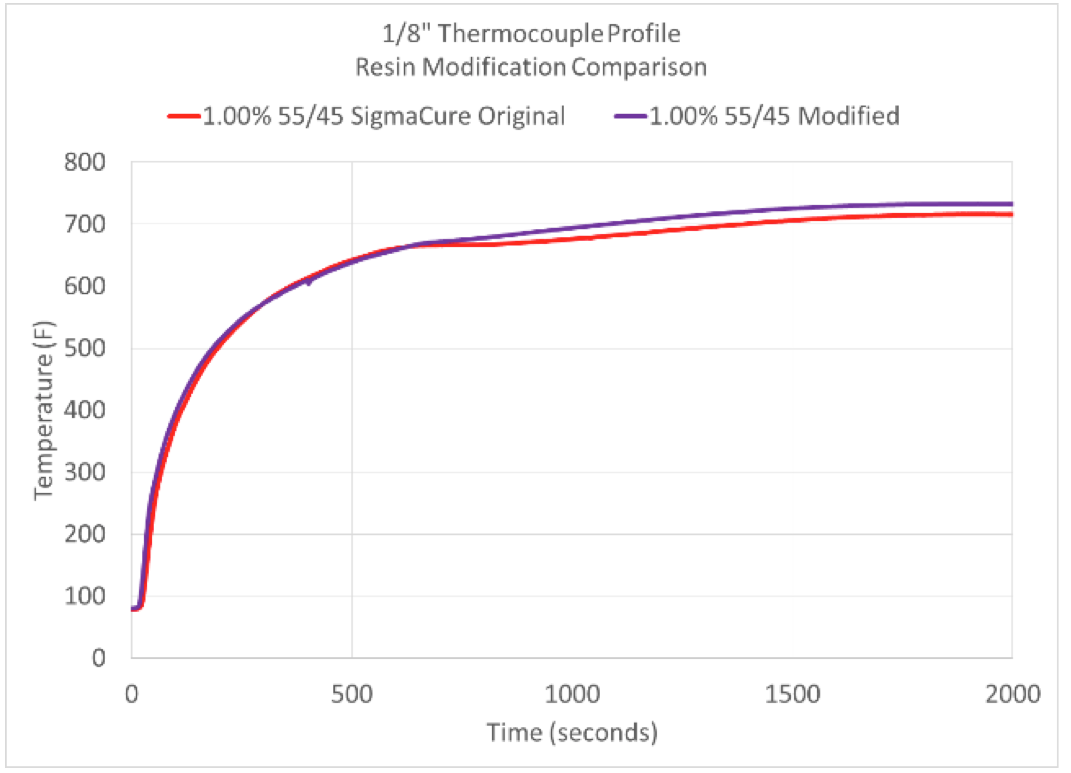
Figure 5: Temperature curve of molding media comparing the original package with the modified version using a thermocouple placed 1/8†away from the mold/metal interface.
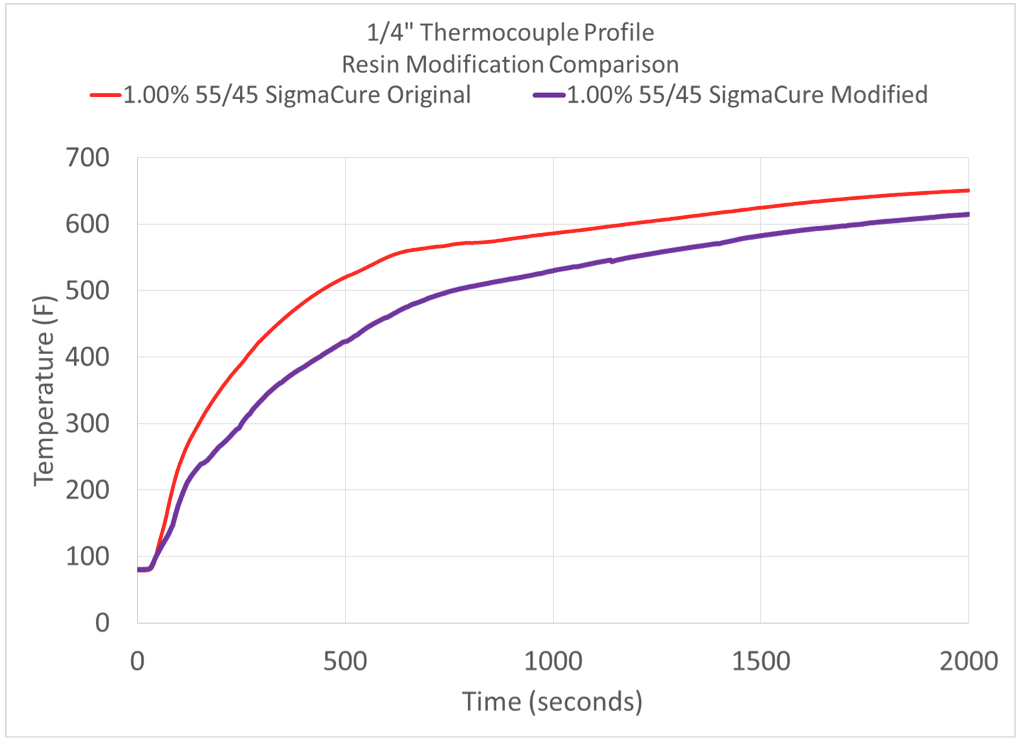
Figure 6: Temperature curve of molding media comparing the original package with the modified version. A thermocouple was placed 1/4†away from the mold/metal interface.