
JONATHAN ERMAN | Fall 2021
Reprinted with permission from Simple Solutions That Work!
Download PDF: Spanish
- Necesita considerar el volumen, módulo geométrico y ubicación para una práctica exitosa con las mazarotas
- Alimentar las piezas fundidas manualmente es simple y da buenos resultados
- Considere utilizar mangas Tele-Feeders Chemex para mejor rendimiento, eficiencia y rentabilidad
Los manguitos aislantes y exotérmicos (o montantes) son práctica común en nuestra industria. Con el desarrollo de los equipos modernos de moldeo de alta producción, aceptamos el desafío de desarrollar accesorios para asistir en la alimentación de estos nuevos sistemas.
Los sistemas innovadores de alimentación también ayudaron a mejorar la productividad de las fundiciones al aumentar la cantidad de piezas fundidas por molde. Aunque este es un cambio económicamente positivo, la mayor cantidad de piezas limita la ubicación, tamaño y área de contacto de la mazarota en la placa, volviéndose un reto mayor para el ingeniero de la fundición lograr sacar piezas sin contracciones. Los desarrollos y avances en la alimentación intentan ayudar a las fundiciones a vencer estos desafíos balanceando procesos mejorados, las demandas de productividad y costos manteniendo a la vez piezas fundidas de calidad.
En el pasado, las fundiciones trabajaban con rendimientos bajos como del 30%, que resultaba en la necesidad de personal adicional y costos mayores de procesos post colado. El punto álgido en las fundiciones Norteamericanas hoy es la falta de personal de trabajo. Al optimizar el rendimiento de la pieza fundida y teniendo la ventaja de quitar los montantes con facilidad, puede reducir el tiempo del proceso de acabado de la pieza y la manipulación de las piezas y los retornos, asà como también mejoras ergonómicas. Estas mejoras pueden traducirse en un plantel más reducido para las áreas de terminación de las piezas. Esta es una de las numerosas maneras que el uso de montantes mejorados puede impactar el balance económico de su fundición.
Pocas temáticas de la operación de la fundición son tan únicas para nuestra industria como la necesidad de alimentar metal durante la solidificación de las piezas fundidas. Muchos términos de utilizan para describir los productos que suministran el metal de alimentación:
- Montantes
- Mazarotas
- Alimentadores,
- Cuello de mazarota
- Mangas
- Manguitos
El amplio crecimiento e implementación de software de solidificación en nuestra industria optimizó el dimensionamiento, ubicación y diseño de las mazarotas. También dotó al personal de fundición de mayor comprensión acerca de cómo solidifican las piezas como así también de los parámetros y criterios que llevan a obtener una pieza sólida libre de defectos. Es difícil cuantificar el impacto que el software de simulación de la solidificación ha tenido en nuestra industria. Desafortunadamente, los paquetes de software disponibles pueden ser costosos y requerir de mucho tiempo. Eso hace que sea poco realista hacer simulaciones para cada pieza en producción o como medio de resolver cada inconveniente que aparezca en producción. No podemos apoyarnos en software de solidificación solamente. Necesitamos dar recomendaciones de alimentación precisas tan pronto y eficientemente como sea posible. Los procesos detallados a continuación ilustran una metodología alternativa para conseguir resultados confiables rápidamente.
CONSIDERACIÓN VOLUMÉTRICA
El volumen de la pieza a fundir multiplicada por la contracción volumétrica conocida de una aleación dada le dirá la cantidad de metal requerido para generar la pieza sólida. Si la demanda volumétrica de la pieza no es satisfecha por la(s) alimentación(es), aparecerá un agujero en algún lugar de la pieza. Como es casi imposible alimentar el 100% del volumen de la mazarota a la pieza, el volumen de la mazarota debe ser adecuadamente mayor que la demanda volumétrica de la pieza. Existen productos para ayudar a la alimentación que pueden suministrar entre un 20% y un 50% del metal contenido en la mazarota a la pieza. Un montante con un volumen de 10 cm3 sería capaz de entregar entre 2 cm3 y 5 cm3 a la pieza dependiendo del nivel de performance del producto o los productos usados. Eso quiere decir que un cuello de la mazarota con el volumen remanente se destina a la pila de retornos. Las fundiciones que utilizan mazarotas mucho más grandes ven este efecto de manera exponencialmente mayor. Productos que ayuden a la alimentación más eficiente van a mejorar la eficiencia, reducir los tiempos de quitado de los montantes, bajar la cantidad de metal de retorno, aumentar la capacidad de producción y reducir los costos generales.
CONSIDERACIÓN DEL MÓDULO
El Modulus o módulo geométrico es la relación del volumen de la pieza a solidificar dividida por su superficie. Las piezas que tienen un volumen relativamente bajo y alta área superficial tienen bajos valores de módulo geométrico (que se correlacionan con tiempos de solidificación más cortos). Una pieza con un gran volumen y poca área superficial se correlaciona con altos valores de módulo (como tiempos de solidificación más largos). Una vez determinado el módulo de una pieza(o sección de una pieza), simplemente usaremos una mazarota que tenga un módulo ligeramente mayor que la sección de la pieza a alimentar. Esto garantiza que la mazarota solidifique luego de la sección que intenta alimentar. También tomamos en cuenta los requerimientos volumétricos descritos arriba. Con estos dos pasos completados, el personal de la fundición seleccionar de manera precisa la asistencia en la alimentación que funcionará de manera óptima.
EXAMPLE: |
|
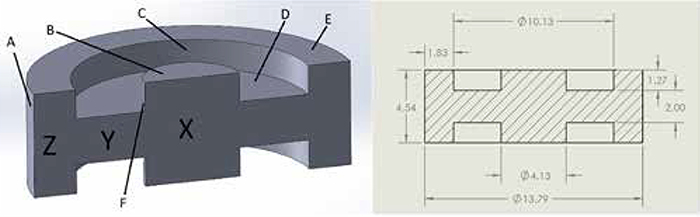
Calculation of Casting Modulus and Section Modulus for Hub Casting
| Surface | Equation | Surface Area |
|---|---|---|
| A | πDH | 3.141 x 13.79 x 4.54 = 196.65 in2 |
| B | πR^2 (2) | 3.141 x (2.065)2 x 2 = 26.79 in2 |
| C | πDH (2) | 3.141 x 10.13 x 1.27 x 2 = 80.82 in2 |
| D |
(πR^2-πR^2) (2) |
3.141 x (5.065)2 = 80.58 - 3.141 x (2.065)2 = 13.39 = 67.19 x 2 = 134.38 in2 |
| E |
(πR^2-πR^2) (2) |
3.141 x (6.895)2 = 149.33 - 3.141 x (5.065)2 = 80.58 = 68.75 x 2 = 137.50 in2 |
| F |
πDH (2) |
3.141 x 4.13 x 1.27 x 2 = 32.95 in2 Total Surface Area = 609.10 in2 |
| Section | Equation | Volume |
|---|---|---|
| X | πR^2 H | 3.141 x (2.065)2 x 4.54 = 60.81 in³ |
| Y |
πR^2 H-πR^2 H |
3.141 x (5.065)2 x 2 = 161.16 in3 - 3.141 x (2.065)2 x 2 = - 26.79 in3 134.37 in3 |
| Z |
πR^2 H-πR^2 H |
3.141 x (6.895)2 x 4.54 = 677.95 in3 - 3.141 x (5.065)2 x 4.54 = -365.83 in3 312.12 in3 |
Total Casting Modulus:
Volume/Cooling Surface Area = 507.30 in3/609.10 in2 = 0.833 in.
Modulus of Section X - Center Hub
Volume Section X / Cooling Surface Area of Section X
60.81/ (B+F) = 60.81/59.74 = M = 1.018 in.
Modulus of Section Y - Web
Volume Section Y / Cooling Surface Area of Section Y
134.37/D = 134.37/134.38 = M = 0.9999 in.
Modulus of Section Z - Outer Rim
Volume of Section Z / Cooling Surface Area of Section Z
312.12/ C+E+A = 312.12/ (80.82+137.50+196.65) = M = 0.752
CONSIDERACIONES DE LA UBICACIÓN
Si la mazarota no se ubica físicamente lo suficientemente cerca del último metal en solidificar (hot spot o punto caliente), no alimentará la pieza. Idealmente, la mazarota debería conectarse al punto caliente y colocarse directamente sobre la secci&aocute;n de la pieza correspondiente. Dependiendo de la geometría de la pieza, las restricciones del molde y otras consideraciones, esto podría no siempre ser posible. Cuando no puede alimentarse desde arriba, es usual utilizar montantes laterales. Este aspecto de la ubicación también toma en cuenta la distancia de la alimentación, que es la distancia que una mazarota puede aportar metal a la pieza y está controlada por la geometría de la pieza, tipo de aleación y espesor de la sección.
Aplicando algunos conceptos básicos de conocimiento sobre alimentación de una pieza con los parámetros de colado adecuados, puede alimentar piezas con alta posibilidad de éxito. Piezas grandes, de geometría compleja y aquellas con aleaciones inusuales pueden aun requerir software de simulación para diseñar la alimentación de la pieza. En esos casos, el costo y tiempo dedicados al trabajo de simulación pueden justificarse completamente.
Para ilustrar el concepto que discutimos brevemente, apliquemos estos principios a un simple buje de hierro fundido.
En base a los cálculos y suponiendo una única alimentación para esta pieza, podemos elegir una mazarota de alimentación con las siguientes consideraciones:
- Volumen: 507,3 in3 X 0,04% de contracción volum&aecute;trica sugiere que necesitamos suministrar 20,3 in3 de metal líquido. Los alimentadores Chemex entregan 50% del metal contenido de forma fiable, así que esto se traduce a un valor mínimo de volumen de alimentación de 40,6 in3 utilizando un producto Chemex.
- Módulo: el valor de módulo más alto lo encontramos en la sección X (que es de 1,018). En el caso de hierro nodular, queremos un valor de módulo de la mazarota un 10% mayor que el de la sección por lo que deberíamos elegir una con un módulo de al menos 1,12.
- Ubicación: En este caso, una alimentación única en el medio de la pieza es suficiente. Una alternativa sería considerar el uso de una alimentación de menor volumen en el centro de la pieza y mazarotas y/o enfriadores en el sector del anillo exterior.
- Recomendación: Chemex Tele 500-40(60)
Con el prop&aocute;sito de ilustrar esta discusión, podemos utilizar software de simulación para confirmar los cálculos manuales. Como esperábamos, el Tele 500-40(60) genera buenos resultados en la simulación. Las simulaciones pueden también comparar el resultado de utilizar el alimentador Tele-Feeder contra lo que obtendríamos de utilizar una alimentación tradicional (directamente en las paredes de arena), un producto Slurry tradicional.
Las simulaciones confirman el resultado del método tradicional de alimentación:
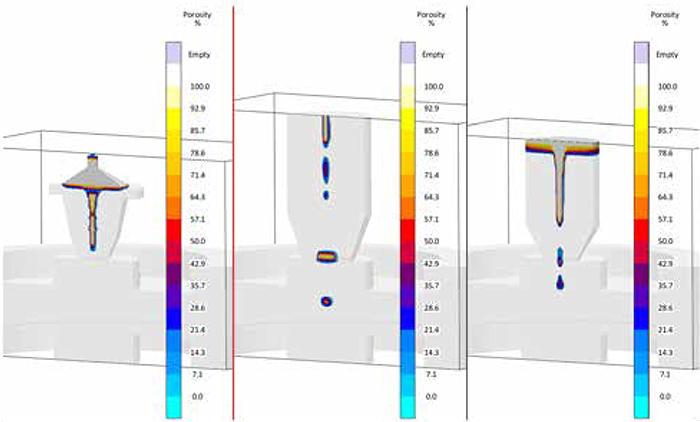
El Tele-Feeder claramente entrega el volumen correcto para el módulo. Es la más efectiva de las tres propuestas simuladas. Como se esperaba, tiene el montante más pequeño y la menor área de contacto de las tres mazarotas.
Alimentar la pieza de manualmente no sólo es relativamente simple, sino que también da buenos resultados. Los defectos por contracción pueden utilizarse para resolver por qué aparece un problema. Podemos también validar los resultados de una simulación para verificar nuestro trabajo antes de colocar una pieza en producció
Los beneficios de una alimentación precisa del metal usando mazarotas se traduce de manera directa en la mejora de productividad de la fundición, el quitado de los montantes de manera eficiente y muchos otros beneficios que llevan a mejorar la fundición. Considere utilizar montantes Tele-Feeder Chemex para toda fundición que valore la eficiencia, productividad y rentabilidad. Sin importar el tipo de desafíos que enfrenta la fundición, ya sea comercial, técnico o de producción, mejorar la alimentación del metal líquido va a mejorar los procesos de su fundición.